.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)



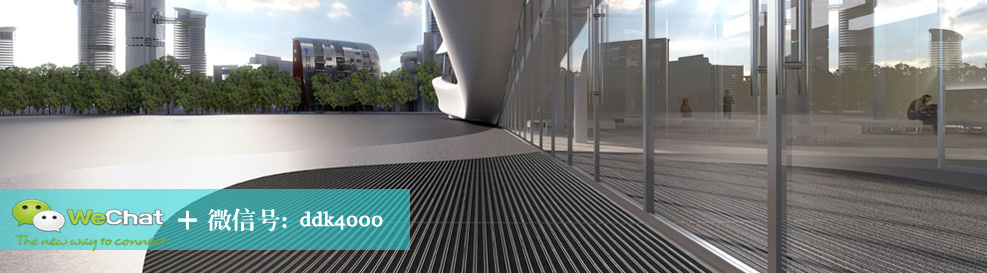
帝肯地材(DDK)出入口地面清洁系统是一个成熟的组合,有效地减少90%污垢,科学良好的出入口地面,可以防止灰尘和湿气的侵入。这会延长室内地面寿命和降低物业保洁成本。
出入口地面清洁系统应该是个性化的,可以适应不同建筑物的属性及设计风格偏好。全方位的颜色和图案的可选性,尤为重要!
访客对您的第一印象,就是你的大楼出入口的是否是一个高品质安全清洁而美观个性的地面。出入口地面系统,会提高安全性并降低维护成本,创造一个更健康的环境。


「帝肯地材(DDK)」官方网站:www.DDKFlor.com

帝肯地材(DDK)– 实力厂家,研制功能型特种地材产品及其地面防护处理、地面防滑安全、地面清洁个性化应用解决方案领域的创导者!
因地制宜,以人为本的产品研发理念,合力工业设计智慧与精深制造经验,提供给全球用户科学而专业的创新特种防护型地材及其个性化解决方案。
帝肯地材(DDK),研制创新功能型特种地面防护材料及其地面处理个性化应用解决方案的专家。帝肯地材(DDK)服务对象如:厂房地面如车间地面处理及仓储地面,航运车船如甲板及箱体地面,商用环境如出入口地面、卫生间地面防滑及浴室面防滑、康体游泳池地面防滑材料、健身运动中心地面等,以及其他众多特定的地面处理应用领域如:户外室外地面、展览会地面等等,帝肯地材(DDK)为全球客户提供一系列无可比拟的创新特种地铺产品、个性化应用解决方案和技术服务支持。
独树一帜的服务全球增长市场的资深地面防护材料专家。
帝肯地材(DDK)在中国地区及南亚地区建设有深广的研发制造工厂事业群及合作群。这些工业制造优势及深度合作积累优势,结合敏锐市场需求把控与特种地材丰富的研发设计经验与能力,使帝肯地材(DDK)可以极佳地服务于真正意义上的全球客户,同时也更好联动地服务于中国本地日益增长的市场需求。
如今,帝肯地材(DDK)将更加专注于全球特种地面防护地材的动向研究、设计和制造。
知地面之扰,解地面之道!—— 帝肯地材(DDK)
Read More 关于我们——「帝肯地材(DDK)」














 帝肯地材(DDK) - 实力厂家。 | 致力于特种地面防护材料解决方案 | 产品研发与定制生产 | 地面保护 。 地面防滑 。 防尘清洁 。
帝肯地材(DDK) - 实力厂家。 | 致力于特种地面防护材料解决方案 | 产品研发与定制生产 | 地面保护 。 地面防滑 。 防尘清洁 。